



ਚੀਨ OEM ਕਸਟਮ ਗੋਲਾਕਾਰ ਗ੍ਰਾਫਾਈਟ ਕਾਸਟ ਆਇਰਨ ਭਾਗ ਨਾਲ ਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ ਉਤਪਾਦਾਂ ਦੁਆਰਾCNC ਮਸ਼ੀਨਿੰਗ, ਗਰਮੀ ਦਾ ਇਲਾਜ ਅਤੇ ਸਤਹ ਦਾ ਇਲਾਜ.
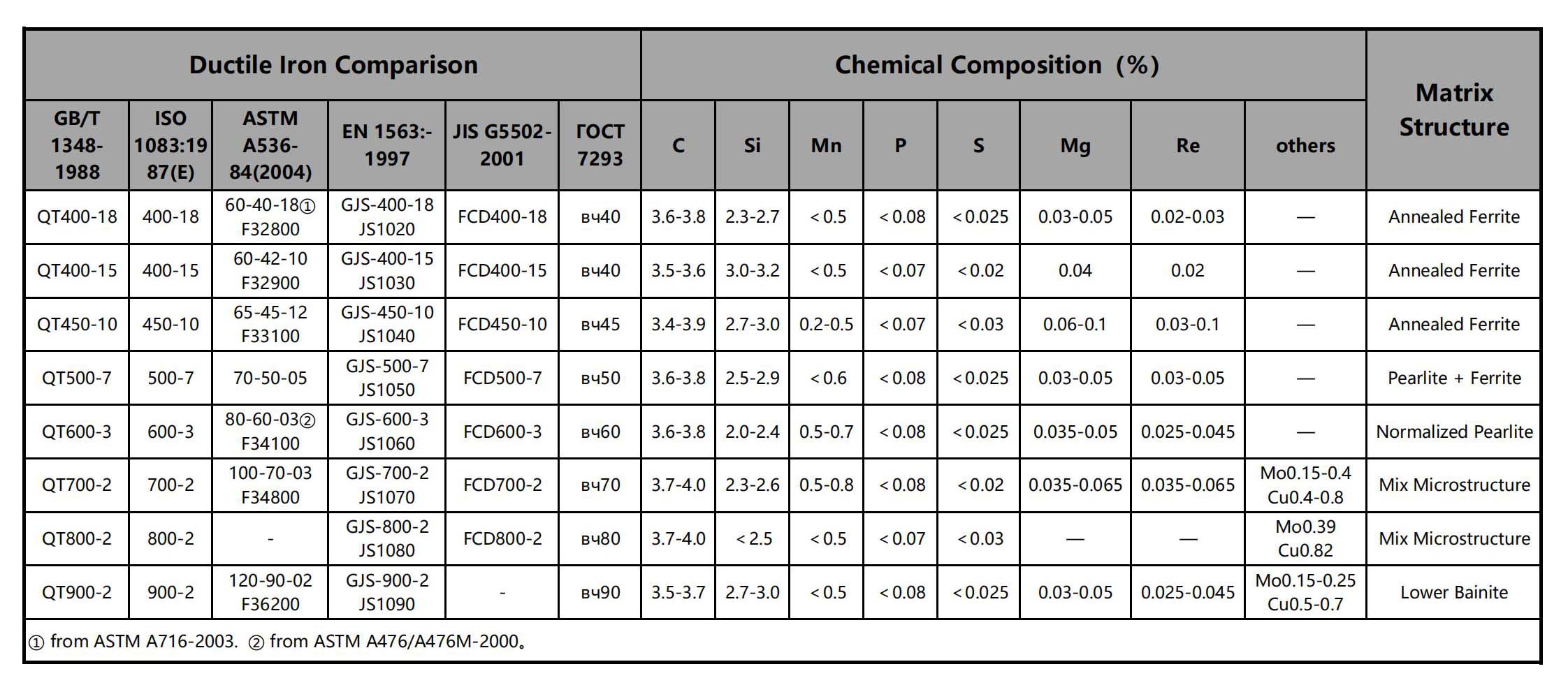
ਡਕਟਾਈਲ (ਨੋਡਿਊਲਰ) ਕਾਸਟ ਆਇਰਨ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ | ||||||||
| DIN EN 1563 ਦੇ ਅਨੁਸਾਰ ਆਈਟਮ | ਮਾਪਣ ਦੀ ਇਕਾਈ | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| ਲਚੀਲਾਪਨ | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% ਉਪਜ ਦੀ ਤਾਕਤ | Rp0.2 ਮਿੰਟ.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| ਲੰਬਾਈ | ਇੱਕ % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| ਕਠੋਰਤਾ | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 ਹੈ | 230-280 | 250-330 |
| ਬਣਤਰ | ਮੁੱਖ ਤੌਰ 'ਤੇ ferritic | ਮੁੱਖ ਤੌਰ 'ਤੇ ferritic | ਮੁੱਖ ਤੌਰ 'ਤੇ ferritic | ਫੇਰੀਟਿਕ + ਪਰਲਾਈਟ | ਫੇਰੀਟਿਕ + ਪਰਲਾਈਟ | ਮੁੱਖ ਤੌਰ 'ਤੇ pearlite | ਸਾਰੇ ਮੋਤੀ | |
| ਸ਼ੀਅਰ ਤਣਾਅ | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| ਟੋਰਸ਼ਨ | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| ਲਚਕੀਲੇਪਣ ਦੇ ਮੋਡੀਊਲ | ਈ ਜੀਪੀਏ | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| ਜ਼ਹਿਰ ਨੰਬਰ | v - | 0,280 ਹੈ | 0,280 ਹੈ | 0,280 ਹੈ | 0,280 ਹੈ | 0,280 ਹੈ | 0,280 ਹੈ | 0,280 ਹੈ |
| ਸੰਕੁਚਿਤ ਤਾਕਤ | σdB MPa | - | 700 | 700 | 800 | 870 | 1000 | 1150 |
| ਫ੍ਰੈਚਰ ਕਠੋਰਤਾ | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| ਘਣਤਾ | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

ਸ਼ੈੱਲ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰੀ-ਕੋਟੇਡ ਰਾਲ ਰੇਤ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ, ਗਰਮ ਸ਼ੈੱਲ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗ ਜਾਂ ਕੋਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਮੁੱਖ ਮੋਲਡਿੰਗ ਸਾਮੱਗਰੀ ਪ੍ਰੀ-ਕੋਟੇਡ ਫੀਨੋਲਿਕ ਰਾਲ ਰੇਤ ਹੈ, ਜੋ ਕਿ ਹਰੀ ਰੇਤ ਅਤੇ ਫੁਰਨ ਰਾਲ ਰੇਤ ਨਾਲੋਂ ਮਹਿੰਗੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਸ ਰੇਤ ਨੂੰ ਰੀਸਾਈਕਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ।
ਫੁਰਨ ਰਾਲ ਸਵੈ-ਸਖਤ ਰੇਤ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ (ਨੋਬੇਕ ਪ੍ਰਕਿਰਿਆ) ਕਾਸਟਿੰਗ ਮੋਲਡ ਬਣਾਉਣ ਲਈ ਫੁਰਨ ਰਾਲ ਕੋਟੇਡ ਰੇਤ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਅਸਲ ਰੇਤ (ਜਾਂ ਮੁੜ ਪ੍ਰਾਪਤ ਕੀਤੀ ਰੇਤ), ਤਰਲ ਫੁਰਾਨ ਰਾਲ ਅਤੇ ਤਰਲ ਉਤਪ੍ਰੇਰਕ ਨੂੰ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਮਿਲਾਉਣ ਤੋਂ ਬਾਅਦ, ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਕੋਰ ਬਾਕਸ (ਜਾਂ ਰੇਤ ਦੇ ਡੱਬੇ) ਵਿੱਚ ਭਰਨ ਤੋਂ ਬਾਅਦ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਕੋਰ ਬਾਕਸ (ਜਾਂ ਰੇਤ) ਵਿੱਚ ਇੱਕ ਉੱਲੀ ਜਾਂ ਉੱਲੀ ਵਿੱਚ ਸਖ਼ਤ ਕਰਨ ਲਈ ਕੱਸ ਦਿਓ। ਬਾਕਸ) ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ. ਫਿਰ ਕਾਸਟਿੰਗ ਮੋਲਡ ਜਾਂ ਕਾਸਟਿੰਗ ਕੋਰ ਦਾ ਗਠਨ ਕੀਤਾ ਗਿਆ, ਜਿਸ ਨੂੰ ਸਵੈ-ਸਖਤ ਕੋਲਡ-ਕੋਰ ਬਾਕਸ ਮੋਲਡਿੰਗ (ਕੋਰ), ਜਾਂ ਸਵੈ-ਸਖਤ ਢੰਗ (ਕੋਰ) ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਕਿਉਂਕਿ ਉੱਲੀ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਬਣਦੀ ਹੈ ਅਤੇ ਗਰਮ ਕਰਨ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਸਵੈ-ਸਖਤ ਰੇਤ ਕਾਸਟਿੰਗ ਨੂੰ ਨੋ-ਬੇਕ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਸਵੈ-ਸਖਤ ਢੰਗ ਨੂੰ ਐਸਿਡ-ਕੈਟਾਲਾਈਜ਼ਡ ਫੁਰਨ ਰੈਜ਼ਿਨ ਅਤੇ ਫੀਨੋਲਿਕ ਰਾਲ ਰੇਤ ਸਵੈ-ਸਖਤ ਢੰਗ, ਯੂਰੀਥੇਨ ਰੇਜ਼ਿਨ ਰੇਤ ਸਵੈ-ਸਖਤ ਢੰਗ ਅਤੇ ਫੀਨੋਲਿਕ ਮੋਨੋਏਸਟਰ ਸਵੈ-ਸਖਤ ਵਿਧੀ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇੱਕ ਸਵੈ-ਸਖਤ ਕੋਲਡ ਬਾਕਸ ਬਾਈਂਡਰ ਰੇਤ ਦੇ ਰੂਪ ਵਿੱਚ, ਫੁਰਾਨ ਰੈਜ਼ਿਨ ਰੇਤ ਚੀਨੀ ਫਾਊਂਡਰੀ ਵਿੱਚ ਸਭ ਤੋਂ ਪੁਰਾਣੀ ਅਤੇ ਵਰਤਮਾਨ ਵਿੱਚ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਂਦੀ ਸਿੰਥੈਟਿਕ ਬਾਈਂਡਰ ਰੇਤ ਹੈ। ਮੋਲਡਿੰਗ ਰੇਤ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੀ ਗਈ ਰਾਲ ਦੀ ਮਾਤਰਾ ਆਮ ਤੌਰ 'ਤੇ 0.7% ਤੋਂ 1.0% ਹੁੰਦੀ ਹੈ, ਅਤੇ ਕੋਰ ਰੇਤ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੀ ਗਈ ਰਾਲ ਦੀ ਮਾਤਰਾ ਆਮ ਤੌਰ 'ਤੇ 0.9% ਤੋਂ 1.1% ਹੁੰਦੀ ਹੈ। ਫੁਰਨ ਰੈਜ਼ਿਨ ਵਿੱਚ ਮੁਫਤ ਐਲਡੀਹਾਈਡ ਦੀ ਸਮਗਰੀ 0.3% ਤੋਂ ਘੱਟ ਹੈ, ਅਤੇ ਕੁਝ ਫੈਕਟਰੀਆਂ 0.1% ਤੋਂ ਹੇਠਾਂ ਆ ਗਈਆਂ ਹਨ। ਚੀਨ ਵਿੱਚ ਫਾਊਂਡਰੀਜ਼ ਵਿੱਚ, ਫੁਰਨ ਰਾਲ ਸਵੈ-ਸਖਤ ਰੇਤ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਕਾਸਟਿੰਗ ਦੀ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਪਰਵਾਹ ਕੀਤੇ ਬਿਨਾਂ ਅੰਤਰਰਾਸ਼ਟਰੀ ਪੱਧਰ 'ਤੇ ਪਹੁੰਚ ਗਈ ਹੈ।
ਡਕਟਾਈਲ ਕਾਸਟ ਆਇਰਨ, ਜਿਸ ਨੂੰ ਨੋਡੂਲਰ ਕਾਸਟ ਆਇਰਨ, ਸਫੇਰੀਓਡਲ ਗ੍ਰੇਫਾਈਟ ਕਾਸਟ ਆਇਰਨ ਜਾਂ ਕੇਵਲ SG ਆਇਰਨ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਕੱਚੇ ਲੋਹੇ ਦੇ ਇੱਕ ਸਮੂਹ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਨੋਡੂਲਰ ਕਾਸਟ ਆਇਰਨ ਗੋਲਾਕਾਰੀਕਰਨ ਅਤੇ ਟੀਕਾਕਰਣ ਇਲਾਜ ਦੁਆਰਾ ਨੋਡੂਲਰ ਗ੍ਰੇਫਾਈਟ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ, ਜੋ ਕਿ ਕਾਸਟ ਆਇਰਨ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਖਾਸ ਕਰਕੇ ਪਲਾਸਟਿਕਤਾ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਸੁਧਾਰਦਾ ਹੈ, ਤਾਂ ਜੋ ਕਾਰਬਨ ਸਟੀਲ ਨਾਲੋਂ ਉੱਚ ਤਾਕਤ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕੇ।
ਡਕਟਾਈਲ ਆਇਰਨ ਕਾਸਟਿੰਗ ਵਿੱਚ ਕਾਰਬਨ ਸਟੀਲ ਨਾਲੋਂ ਬਿਹਤਰ ਸਦਮਾ ਸਮਾਈ ਕਾਰਜਕੁਸ਼ਲਤਾ ਹੁੰਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਕਾਰਬਨ ਸਟੀਲ ਕਾਸਟਿੰਗ ਵਿੱਚ ਬਹੁਤ ਵਧੀਆ ਵੇਲਡਬਿਲਟੀ ਹੁੰਦੀ ਹੈ। ਅਤੇ ਕੁਝ ਹੱਦ ਤੱਕ, ਡਕਟਾਈਲ ਆਇਰਨ ਕਾਸਟਿੰਗ ਵਿੱਚ ਵੀਅਰ ਅਤੇ ਜੰਗਾਲ ਨੂੰ ਰੋਕਣ ਦੇ ਕੁਝ ਪ੍ਰਦਰਸ਼ਨ ਹੋ ਸਕਦੇ ਹਨ। ਇਸ ਲਈ ਨਕਲੀ ਲੋਹੇ ਦੀ ਕਾਸਟਿੰਗ ਨੂੰ ਕੁਝ ਪੰਪ ਹਾਊਸਿੰਗ ਜਾਂ ਪਾਣੀ ਦੀ ਸਪਲਾਈ ਪ੍ਰਣਾਲੀਆਂ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਹਾਲਾਂਕਿ, ਸਾਨੂੰ ਅਜੇ ਵੀ ਉਹਨਾਂ ਨੂੰ ਪਹਿਨਣ ਅਤੇ ਜੰਗਾਲ ਤੋਂ ਬਚਾਉਣ ਲਈ ਸਾਵਧਾਨੀਆਂ ਵਰਤਣ ਦੀ ਲੋੜ ਹੈ।
ਡਕਟਾਈਲ ਆਇਰਨ ਇਕੱਲੀ ਸਮੱਗਰੀ ਨਹੀਂ ਹੈ ਪਰ ਸਮੱਗਰੀ ਦੇ ਸਮੂਹ ਦਾ ਹਿੱਸਾ ਹੈ ਜੋ ਮਾਈਕਰੋਸਟ੍ਰਕਚਰ ਦੇ ਨਿਯੰਤਰਣ ਦੁਆਰਾ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਲਈ ਪੈਦਾ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਸਮੱਗਰੀ ਦੇ ਇਸ ਸਮੂਹ ਦੀ ਆਮ ਪਰਿਭਾਸ਼ਿਤ ਵਿਸ਼ੇਸ਼ਤਾ ਗ੍ਰੈਫਾਈਟ ਦੀ ਸ਼ਕਲ ਹੈ। ਨਕਲੀ ਲੋਹੇ ਵਿੱਚ, ਗ੍ਰੇਫਾਈਟ ਫਲੈਕਸਾਂ ਦੀ ਬਜਾਏ ਨੋਡਿਊਲ ਦੇ ਰੂਪ ਵਿੱਚ ਹੁੰਦਾ ਹੈ ਕਿਉਂਕਿ ਇਹ ਸਲੇਟੀ ਲੋਹੇ ਵਿੱਚ ਹੁੰਦਾ ਹੈ। ਗ੍ਰੇਫਾਈਟ ਦੇ ਫਲੈਕਸਾਂ ਦੀ ਤਿੱਖੀ ਸ਼ਕਲ ਧਾਤੂ ਮੈਟ੍ਰਿਕਸ ਦੇ ਅੰਦਰ ਤਣਾਅ ਦੇ ਸੰਘਣਤਾ ਬਿੰਦੂ ਬਣਾਉਂਦੀ ਹੈ ਅਤੇ ਨੋਡਿਊਲ ਦਾ ਗੋਲ ਆਕਾਰ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਦਰਾੜਾਂ ਦੀ ਰਚਨਾ ਨੂੰ ਰੋਕਦਾ ਹੈ ਅਤੇ ਵਧੀ ਹੋਈ ਲਚਕਤਾ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ ਜੋ ਮਿਸ਼ਰਤ ਨੂੰ ਇਸਦਾ ਨਾਮ ਦਿੰਦਾ ਹੈ। ਇਸ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਬੋਲਦੇ ਹੋਏ, ਜੇ ਡਕਟਾਈਲ ਆਇਰਨ ਤੁਹਾਡੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰ ਸਕਦਾ ਹੈ, ਤਾਂ ਤੁਹਾਡੀ ਕਾਸਟਿੰਗ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਦੀ ਬਜਾਏ, ਨਕਲੀ ਲੋਹਾ ਤੁਹਾਡੀ ਪਹਿਲੀ ਪਸੰਦ ਹੋ ਸਕਦਾ ਹੈ।

| ਰਾਲ ਕੋਟੇਡ ਰੇਤ ਕਾਸਟਿੰਗ ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | |
| ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | ਪ੍ਰਸਿੱਧ ਗ੍ਰੇਡ |
| ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ | GG10~GG40; GJL-100 ~ GJL-350; |
| ਡਕਟਾਈਲ (ਨੋਡਿਊਲਰ) ਕਾਸਟ ਆਇਰਨ | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| ਆਸਟਮਪਰਡ ਡਕਟਾਈਲ ਆਇਰਨ (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| ਕਾਰਬਨ ਸਟੀਲ | C20, C25, C30, C45 |
| ਮਿਸ਼ਰਤ ਸਟੀਲ | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| ਸਟੇਨਲੇਸ ਸਟੀਲ | ਫੇਰੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਮਾਰਟੈਂਸੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਪ੍ਰੀਪੀਟੇਸ਼ਨ ਹਾਰਡਨਿੰਗ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ |
| ਅਲਮੀਨੀਅਮ ਮਿਸ਼ਰਤ | ASTM A356, ASTM A413, ASTM A360 |
| ਪਿੱਤਲ / ਪਿੱਤਲ-ਅਧਾਰਿਤ ਮਿਸ਼ਰਤ | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| ਮਿਆਰੀ: ASTM, SAE, AISI, GOST, DIN, EN, ISO, ਅਤੇ GB | |
ਫੁਰਨ ਰੈਜ਼ਿਨ ਕੋਟੇਡ ਰੇਤ ਸਵੈ-ਸਖਤ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗ ਦੇ ਫਾਇਦੇ:
1) ਕਾਸਟਿੰਗ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ।
2) ਮੋਲਡ (ਕੋਰ) ਰੇਤ ਦੇ ਸਖ਼ਤ ਹੋਣ ਲਈ ਸੁੱਕਣ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ, ਜਿਸ ਨਾਲ ਊਰਜਾ ਦੀ ਬਚਤ ਹੋ ਸਕਦੀ ਹੈ, ਅਤੇ ਸਸਤੇ ਲੱਕੜ ਜਾਂ ਪਲਾਸਟਿਕ ਦੇ ਕੋਰ ਬਕਸੇ ਅਤੇ ਟੈਂਪਲੇਟਸ ਵੀ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
3) ਸਵੈ-ਸਖਤ ਮੋਲਡਿੰਗ ਰੇਤ ਸੰਖੇਪ ਅਤੇ ਢਹਿਣ ਲਈ ਆਸਾਨ ਹੈ, ਕਾਸਟਿੰਗ ਨੂੰ ਸਾਫ਼ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਅਤੇ ਪੁਰਾਣੀ ਰੇਤ ਨੂੰ ਰੀਸਾਈਕਲ ਅਤੇ ਦੁਬਾਰਾ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਕੋਰ ਬਣਾਉਣ, ਮਾਡਲਿੰਗ, ਰੇਤ ਡਿੱਗਣ, ਸਫਾਈ ਅਤੇ ਹੋਰ ਲਿੰਕਾਂ ਦੀ ਲੇਬਰ ਤੀਬਰਤਾ ਨੂੰ ਬਹੁਤ ਘਟਾਉਂਦਾ ਹੈ, ਅਤੇ ਮਸ਼ੀਨੀਕਰਨ ਜਾਂ ਆਟੋਮੇਸ਼ਨ ਨੂੰ ਸਮਝਣਾ ਆਸਾਨ ਹੈ।
4) ਰੇਤ ਵਿੱਚ ਰਾਲ ਦਾ ਪੁੰਜ ਹਿੱਸਾ ਸਿਰਫ 0.8% ~ 2.0% ਹੈ, ਅਤੇ ਕੱਚੇ ਮਾਲ ਦੀ ਵਿਆਪਕ ਕੀਮਤ ਘੱਟ ਹੈ।
ਕਿਉਂਕਿ ਸਵੈ-ਸਖਤ ਢੰਗ ਦੇ ਉੱਪਰ ਦੱਸੇ ਗਏ ਬਹੁਤ ਸਾਰੇ ਵਿਲੱਖਣ ਫਾਇਦੇ ਹਨ, ਸਵੈ-ਸਖਤ ਢੰਗ ਦੀ ਵਰਤੋਂ ਨਾ ਸਿਰਫ਼ ਕੋਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਗੋਂ ਕਾਸਟਿੰਗ ਮੋਲਡਿੰਗ ਲਈ ਵੀ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਸਿੰਗਲ ਟੁਕੜੇ ਅਤੇ ਛੋਟੇ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਅਤੇ ਕਾਸਟ ਆਇਰਨ, ਕਾਸਟ ਸਟੀਲ ਅਤੇ ਗੈਰ-ਫੈਰਸ ਅਲਾਏ ਕਾਸਟਿੰਗ ਪੈਦਾ ਕਰ ਸਕਦਾ ਹੈ। ਕੁਝ ਚੀਨੀ ਫਾਊਂਡਰੀਆਂ ਨੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਮਿੱਟੀ ਦੇ ਸੁੱਕੇ ਰੇਤ ਦੇ ਮੋਲਡਾਂ, ਸੀਮਿੰਟ ਰੇਤ ਦੇ ਮੋਲਡਾਂ, ਅਤੇ ਅੰਸ਼ਕ ਤੌਰ 'ਤੇ ਪਾਣੀ ਦੇ ਗਲਾਸ ਰੇਤ ਦੇ ਮੋਲਡਾਂ ਨੂੰ ਬਦਲ ਦਿੱਤਾ ਹੈ।

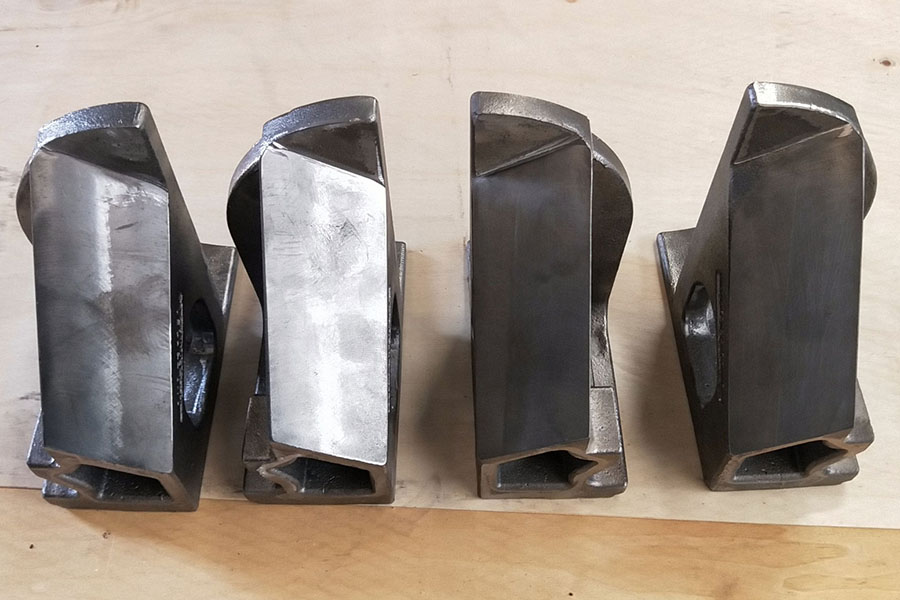

ਡਕਟਾਈਲ ਕਾਸਟ ਆਇਰਨ ਪਾਰਟਸ







{kind=link}