



ਕਸਟਮ ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ ਉਤਪਾਦਦੀਆਂ ਸੇਵਾਵਾਂ ਦੇ ਨਾਲCNC ਮਸ਼ੀਨਿੰਗ, ਗਰਮੀ ਦਾ ਇਲਾਜ ਅਤੇ ਸਤਹ ਦਾ ਇਲਾਜ.
ਸਲੇਟੀ ਲੋਹਾ, ਜਾਂ ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ, ਇੱਕ ਕਿਸਮ ਦਾ ਕੱਚਾ ਲੋਹਾ ਹੈ ਜਿਸ ਵਿੱਚ ਗ੍ਰੇਫਾਈਟ ਮਾਈਕ੍ਰੋਸਟ੍ਰਕਚਰ ਹੁੰਦਾ ਹੈ। ਇਸ ਦਾ ਨਾਮ ਫ੍ਰੈਕਚਰ ਦੇ ਸਲੇਟੀ ਰੰਗ ਦੇ ਬਾਅਦ ਰੱਖਿਆ ਗਿਆ ਹੈ। ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ ਦੀ ਵਰਤੋਂ ਹਾਊਸਿੰਗਾਂ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਿੱਥੇ ਕੰਪੋਨੈਂਟ ਦੀ ਕਠੋਰਤਾ ਇਸਦੀ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਨਾਲੋਂ ਜ਼ਿਆਦਾ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਅੰਦਰੂਨੀ ਕੰਬਸ਼ਨ ਇੰਜਣ ਸਿਲੰਡਰ ਬਲਾਕ, ਪੰਪ ਹਾਊਸਿੰਗ, ਵਾਲਵ ਬਾਡੀਜ਼, ਇਲੈਕਟ੍ਰੀਕਲ ਬਾਕਸ, ਕਾਊਂਟਰ ਵੇਟ ਅਤੇ ਸਜਾਵਟੀ ਕਾਸਟਿੰਗ। ਗ੍ਰੇ ਕਾਸਟ ਆਇਰਨ ਦੀ ਉੱਚ ਥਰਮਲ ਚਾਲਕਤਾ ਅਤੇ ਖਾਸ ਸਿਰ ਸਮਰੱਥਾ ਦਾ ਅਕਸਰ ਕਾਸਟ ਆਇਰਨ ਕੁੱਕਵੇਅਰ ਅਤੇ ਡਿਸਕ ਬ੍ਰੇਕ ਰੋਟਰ ਬਣਾਉਣ ਲਈ ਸ਼ੋਸ਼ਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਗ੍ਰਾਫਿਕ ਮਾਈਕਰੋਸਟ੍ਰਕਚਰ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਆਮ ਰਸਾਇਣਕ ਰਚਨਾ 2.5 ਤੋਂ 4.0% ਕਾਰਬਨ ਅਤੇ ਭਾਰ ਦੁਆਰਾ 1 ਤੋਂ 3% ਸਿਲੀਕਾਨ ਹੁੰਦੀ ਹੈ। ਗ੍ਰੇਫਾਈਟ ਸਲੇਟੀ ਲੋਹੇ ਦੀ ਮਾਤਰਾ ਦਾ 6 ਤੋਂ 10% ਹਿੱਸਾ ਲੈ ਸਕਦਾ ਹੈ। ਸਫੈਦ ਕੱਚੇ ਲੋਹੇ ਦੇ ਉਲਟ ਸਲੇਟੀ ਲੋਹਾ ਬਣਾਉਣ ਲਈ ਸਿਲੀਕਾਨ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਕਿਉਂਕਿ ਸਿਲੀਕਾਨ ਕੱਚੇ ਲੋਹੇ ਵਿੱਚ ਇੱਕ ਗ੍ਰੇਫਾਈਟ ਸਥਿਰ ਕਰਨ ਵਾਲਾ ਤੱਤ ਹੈ, ਜਿਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਇਹ ਮਿਸ਼ਰਤ ਲੋਹੇ ਦੇ ਕਾਰਬਾਈਡਾਂ ਦੀ ਬਜਾਏ ਗ੍ਰੇਫਾਈਟ ਪੈਦਾ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ; 3% ਸਿਲੀਕਾਨ 'ਤੇ ਲੋਹੇ ਦੇ ਨਾਲ ਰਸਾਇਣਕ ਸੁਮੇਲ ਵਿੱਚ ਲਗਭਗ ਕੋਈ ਕਾਰਬਨ ਨਹੀਂ ਰੱਖਿਆ ਜਾਂਦਾ।
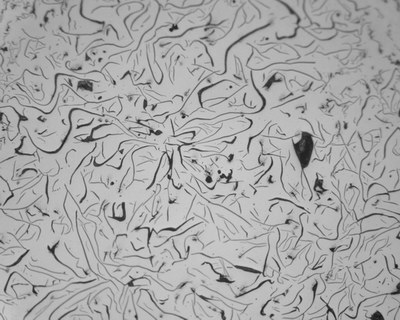
ਗ੍ਰੈਫਾਈਟ ਤਿੰਨ-ਅਯਾਮੀ ਫਲੇਕ ਦੀ ਸ਼ਕਲ ਲੈ ਲੈਂਦਾ ਹੈ। ਦੋ ਅਯਾਮਾਂ ਵਿੱਚ, ਜਿਵੇਂ ਕਿ ਇੱਕ ਪਾਲਿਸ਼ਡ ਸਤਹ ਇੱਕ ਮਾਈਕਰੋਸਕੋਪ ਦੇ ਹੇਠਾਂ ਦਿਖਾਈ ਦੇਵੇਗੀ, ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਬਰੀਕ ਰੇਖਾਵਾਂ ਦੇ ਰੂਪ ਵਿੱਚ ਦਿਖਾਈ ਦਿੰਦੇ ਹਨ। ਫਲੇਕਸ ਦੇ ਟਿਪਸ ਪਹਿਲਾਂ ਤੋਂ ਮੌਜੂਦ ਨਿਸ਼ਾਨਾਂ ਵਜੋਂ ਕੰਮ ਕਰਦੇ ਹਨ; ਇਸ ਲਈ, ਇਹ ਭੁਰਭੁਰਾ ਹੈ. ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਦੀ ਮੌਜੂਦਗੀ ਸਲੇਟੀ ਆਇਰਨ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਮਸ਼ੀਨ ਕਰਨ ਯੋਗ ਬਣਾਉਂਦੀ ਹੈ ਕਿਉਂਕਿ ਉਹ ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਦੇ ਪਾਰ ਆਸਾਨੀ ਨਾਲ ਚੀਰ ਜਾਂਦੇ ਹਨ। ਸਲੇਟੀ ਲੋਹੇ ਦੀ ਵੀ ਬਹੁਤ ਚੰਗੀ ਡੈਂਪਿੰਗ ਸਮਰੱਥਾ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਲਈ ਇਹ ਜ਼ਿਆਦਾਤਰ ਮਸ਼ੀਨ ਟੂਲ ਮਾਉਂਟਿੰਗ ਲਈ ਅਧਾਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।

ਗ੍ਰੇ ਕਾਸਟ ਆਇਰਨ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ | |||||||
| DIN EN 1561 ਦੇ ਅਨੁਸਾਰ ਆਈਟਮ | ਮਾਪ | ਯੂਨਿਟ | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| ਲਚੀਲਾਪਨ | Rm | ਐਮ.ਪੀ.ਏ | 150-250 ਹੈ | 200-300 ਹੈ | 250-350 ਹੈ | 300-400 ਹੈ | 350-450 ਹੈ |
| 0.1% ਉਪਜ ਦੀ ਤਾਕਤ | Rp0,1 | ਐਮ.ਪੀ.ਏ | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| ਲੰਬਾਈ ਦੀ ਤਾਕਤ | A | % | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 |
| ਸੰਕੁਚਿਤ ਤਾਕਤ | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% ਸੰਕੁਚਿਤ ਤਾਕਤ | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| ਲਚਕਦਾਰ ਤਾਕਤ | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| ਸਕਿਊਫਸਪੈਨਿੰਗ | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| ਸ਼ੀਅਰ ਤਣਾਅ | ਟੀ.ਟੀ.ਬੀ | MPa | 170 | 230 | 290 | 345 | 400 |
| ਲਚਕੀਲੇਪਣ ਦੇ ਮੋਡੀਊਲ | E | ਜੀਪੀਏ | 78 - 103 | 88 - 113 | 103 - 118 | 108 - 137 | 123 - 143 |
| ਜ਼ਹਿਰ ਨੰਬਰ | v | - | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| ਬ੍ਰਿਨਲ ਕਠੋਰਤਾ | HB | 160 - 190 | 180 - 220 | 190 - 230 | 200 - 240 | 210 - 250 | |
| ਨਿਪੁੰਨਤਾ | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| ਤਣਾਅ ਅਤੇ ਦਬਾਅ ਵਿੱਚ ਤਬਦੀਲੀ | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| ਤੋੜਨ ਦੀ ਤਾਕਤ | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| ਘਣਤਾ | g/cm3 | 7,10 | 7,15 | 7,20 ਹੈ | 7,25 ਹੈ | 7,30 | |

ਸ਼ੈੱਲ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰੀ-ਕੋਟੇਡ ਰਾਲ ਰੇਤ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ, ਗਰਮ ਸ਼ੈੱਲ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗ ਜਾਂ ਕੋਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਮੁੱਖ ਮੋਲਡਿੰਗ ਸਾਮੱਗਰੀ ਪ੍ਰੀ-ਕੋਟੇਡ ਫੀਨੋਲਿਕ ਰਾਲ ਰੇਤ ਹੈ, ਜੋ ਕਿ ਹਰੀ ਰੇਤ ਅਤੇ ਫੁਰਨ ਰਾਲ ਰੇਤ ਨਾਲੋਂ ਮਹਿੰਗੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਸ ਰੇਤ ਨੂੰ ਰੀਸਾਈਕਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ।
ਫੁਰਨ ਰਾਲ ਸਵੈ-ਸਖਤ ਰੇਤ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ (ਨੋਬੇਕ ਪ੍ਰਕਿਰਿਆ) ਕਾਸਟਿੰਗ ਮੋਲਡ ਬਣਾਉਣ ਲਈ ਫੁਰਨ ਰਾਲ ਕੋਟੇਡ ਰੇਤ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਅਸਲ ਰੇਤ (ਜਾਂ ਮੁੜ ਪ੍ਰਾਪਤ ਕੀਤੀ ਰੇਤ), ਤਰਲ ਫੁਰਾਨ ਰਾਲ ਅਤੇ ਤਰਲ ਉਤਪ੍ਰੇਰਕ ਨੂੰ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਮਿਲਾਉਣ ਤੋਂ ਬਾਅਦ, ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਕੋਰ ਬਾਕਸ (ਜਾਂ ਰੇਤ ਦੇ ਡੱਬੇ) ਵਿੱਚ ਭਰਨ ਤੋਂ ਬਾਅਦ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਕੋਰ ਬਾਕਸ (ਜਾਂ ਰੇਤ) ਵਿੱਚ ਇੱਕ ਉੱਲੀ ਜਾਂ ਉੱਲੀ ਵਿੱਚ ਸਖ਼ਤ ਕਰਨ ਲਈ ਕੱਸ ਦਿਓ। ਬਾਕਸ) ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ. ਫਿਰ ਕਾਸਟਿੰਗ ਮੋਲਡ ਜਾਂ ਕਾਸਟਿੰਗ ਕੋਰ ਦਾ ਗਠਨ ਕੀਤਾ ਗਿਆ, ਜਿਸ ਨੂੰ ਸਵੈ-ਸਖਤ ਕੋਲਡ-ਕੋਰ ਬਾਕਸ ਮੋਲਡਿੰਗ (ਕੋਰ), ਜਾਂ ਸਵੈ-ਸਖਤ ਢੰਗ (ਕੋਰ) ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਕਿਉਂਕਿ ਉੱਲੀ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਬਣਦੀ ਹੈ ਅਤੇ ਗਰਮ ਕਰਨ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਸਵੈ-ਸਖਤ ਰੇਤ ਕਾਸਟਿੰਗ ਨੂੰ ਨੋ-ਬੇਕ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਸਵੈ-ਸਖਤ ਢੰਗ ਨੂੰ ਐਸਿਡ-ਕੈਟਾਲਾਈਜ਼ਡ ਫੁਰਨ ਰੈਜ਼ਿਨ ਅਤੇ ਫੀਨੋਲਿਕ ਰਾਲ ਰੇਤ ਸਵੈ-ਸਖਤ ਢੰਗ, ਯੂਰੀਥੇਨ ਰੇਜ਼ਿਨ ਰੇਤ ਸਵੈ-ਸਖਤ ਢੰਗ ਅਤੇ ਫੀਨੋਲਿਕ ਮੋਨੋਏਸਟਰ ਸਵੈ-ਸਖਤ ਵਿਧੀ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇੱਕ ਸਵੈ-ਸਖਤ ਕੋਲਡ ਬਾਕਸ ਬਾਈਂਡਰ ਰੇਤ ਦੇ ਰੂਪ ਵਿੱਚ, ਫੁਰਾਨ ਰੈਜ਼ਿਨ ਰੇਤ ਚੀਨੀ ਫਾਊਂਡਰੀ ਵਿੱਚ ਸਭ ਤੋਂ ਪੁਰਾਣੀ ਅਤੇ ਵਰਤਮਾਨ ਵਿੱਚ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਂਦੀ ਸਿੰਥੈਟਿਕ ਬਾਈਂਡਰ ਰੇਤ ਹੈ। ਮੋਲਡਿੰਗ ਰੇਤ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੀ ਗਈ ਰਾਲ ਦੀ ਮਾਤਰਾ ਆਮ ਤੌਰ 'ਤੇ 0.7% ਤੋਂ 1.0% ਹੁੰਦੀ ਹੈ, ਅਤੇ ਕੋਰ ਰੇਤ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੀ ਗਈ ਰਾਲ ਦੀ ਮਾਤਰਾ ਆਮ ਤੌਰ 'ਤੇ 0.9% ਤੋਂ 1.1% ਹੁੰਦੀ ਹੈ। ਫੁਰਨ ਰੈਜ਼ਿਨ ਵਿੱਚ ਮੁਫਤ ਐਲਡੀਹਾਈਡ ਦੀ ਸਮਗਰੀ 0.3% ਤੋਂ ਘੱਟ ਹੈ, ਅਤੇ ਕੁਝ ਫੈਕਟਰੀਆਂ 0.1% ਤੋਂ ਹੇਠਾਂ ਆ ਗਈਆਂ ਹਨ। ਚੀਨ ਵਿੱਚ ਫਾਊਂਡਰੀਜ਼ ਵਿੱਚ, ਫੁਰਨ ਰਾਲ ਸਵੈ-ਸਖਤ ਰੇਤ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਕਾਸਟਿੰਗ ਦੀ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਪਰਵਾਹ ਕੀਤੇ ਬਿਨਾਂ ਅੰਤਰਰਾਸ਼ਟਰੀ ਪੱਧਰ 'ਤੇ ਪਹੁੰਚ ਗਈ ਹੈ।
ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ ਦਾ ਬਰਾਬਰ ਦਾ ਦਰਜਾ | ||||||||
| ਏ.ਆਈ.ਐਸ.ਆਈ | ਡਬਲਯੂ-ਸਟੌਫ | ਡੀਆਈਐਨ | BS | SS | AFNOR | UNE/IHA | JIS | ਯੂ.ਐਨ.ਆਈ |
| A48-20B | 0.6010 | ਜੀ.ਜੀ.-10 | ਗ੍ਰੇਡ 100 | 0110-00 | - | - | FC 100 | ਜੀ 10 |
| A48-25B | 0.6015 | ਜੀ.ਜੀ.-15 | ਗ੍ਰੇਡ 150 | 0115-00 | Ft 15 ਡੀ | FG 15 | FC 150 | ਜੀ 15 |
| A48-30B | 0.6020 | ਜੀ.ਜੀ.-20 | ਗ੍ਰੇਡ 200 | 0120-00 | Ft 20 ਡੀ | FG 20 | FC 200 | ਜੀ 20 |
| A48-40B | 0.6025 | ਜੀ.ਜੀ.-25 | ਗ੍ਰੇਡ 250 | 0125-00 | Ft 25 ਡੀ | FG 25 | FC 250 | ਜੀ 25 |
| A48-45B | 0.6030 | ਜੀ.ਜੀ.-30 | ਗ੍ਰੇਡ 300 | 0130-00 | Ft 30 ਡੀ | FG 30 | FC 300 | ਜੀ 30 |
| A48-50B | 0.6035 | ਜੀ.ਜੀ.-35 | ਗ੍ਰੇਡ 350 | 0135-00 | Ft 35 ਡੀ | FG 35 | FC 350 | ਜੀ 35 |
| A48-60B | 0.6040 | ਜੀ.ਜੀ.-40 | ਗ੍ਰੇਡ 400 | 0140-00 | Ft 40 ਡੀ | - | FC 40 | - |
| 32510 ਹੈ | GTS-35 | ਬੀ340/12 | 0815-00 | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | 0. 8145 | GTS-45 | P440/7 | 0852-00 | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | 0. 8155 | GTS-55-04 | P510/4 | 0854-00 | MP 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | 0. 8165 | GTS-65-02 | P570/3 | 0856-00 | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | GTS-65 | P570/3 | 0858 | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | 0. 8170 | GTS-70-02 | P690/2 | 0862-00 | MN 700-2 | - | FCMP 690 | GMN 70 |
ਰਾਲ ਕੋਟੇਡ ਰੇਤ ਕਾਸਟਿੰਗ ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | |
| ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | ਪ੍ਰਸਿੱਧ ਗ੍ਰੇਡ |
| ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ | GG10~GG40; GJL-100 ~ GJL-350; |
| ਡਕਟਾਈਲ (ਨੋਡਿਊਲਰ) ਕਾਸਟ ਆਇਰਨ | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| ਆਸਟਮਪਰਡ ਡਕਟਾਈਲ ਆਇਰਨ (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| ਕਾਰਬਨ ਸਟੀਲ | C20, C25, C30, C45 |
| ਮਿਸ਼ਰਤ ਸਟੀਲ | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| ਸਟੇਨਲੇਸ ਸਟੀਲ | ਫੇਰੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਮਾਰਟੈਂਸੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਪ੍ਰੀਪੀਟੇਸ਼ਨ ਹਾਰਡਨਿੰਗ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ |
| ਅਲਮੀਨੀਅਮ ਮਿਸ਼ਰਤ | ASTM A356, ASTM A413, ASTM A360 |
| ਪਿੱਤਲ / ਪਿੱਤਲ-ਅਧਾਰਿਤ ਮਿਸ਼ਰਤ | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| ਮਿਆਰੀ: ASTM, SAE, AISI, GOST, DIN, EN, ISO, ਅਤੇ GB | |

ਫੁਰਨ ਰੈਜ਼ਿਨ ਕੋਟੇਡ ਰੇਤ ਸਵੈ-ਸਖਤ ਮੋਲਡਿੰਗ ਕਾਸਟਿੰਗ ਦੇ ਫਾਇਦੇ:
1) ਕਾਸਟਿੰਗ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ।
2) ਮੋਲਡ (ਕੋਰ) ਰੇਤ ਦੇ ਸਖ਼ਤ ਹੋਣ ਲਈ ਸੁੱਕਣ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ, ਜਿਸ ਨਾਲ ਊਰਜਾ ਦੀ ਬਚਤ ਹੋ ਸਕਦੀ ਹੈ, ਅਤੇ ਸਸਤੇ ਲੱਕੜ ਜਾਂ ਪਲਾਸਟਿਕ ਦੇ ਕੋਰ ਬਕਸੇ ਅਤੇ ਟੈਂਪਲੇਟਸ ਵੀ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
3) ਸਵੈ-ਸਖਤ ਮੋਲਡਿੰਗ ਰੇਤ ਸੰਖੇਪ ਅਤੇ ਢਹਿਣ ਲਈ ਆਸਾਨ ਹੈ, ਕਾਸਟਿੰਗ ਨੂੰ ਸਾਫ਼ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਅਤੇ ਪੁਰਾਣੀ ਰੇਤ ਨੂੰ ਰੀਸਾਈਕਲ ਅਤੇ ਦੁਬਾਰਾ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਕੋਰ ਬਣਾਉਣ, ਮਾਡਲਿੰਗ, ਰੇਤ ਡਿੱਗਣ, ਸਫਾਈ ਅਤੇ ਹੋਰ ਲਿੰਕਾਂ ਦੀ ਲੇਬਰ ਤੀਬਰਤਾ ਨੂੰ ਬਹੁਤ ਘਟਾਉਂਦਾ ਹੈ, ਅਤੇ ਮਸ਼ੀਨੀਕਰਨ ਜਾਂ ਆਟੋਮੇਸ਼ਨ ਨੂੰ ਸਮਝਣਾ ਆਸਾਨ ਹੈ।
4) ਰੇਤ ਵਿੱਚ ਰਾਲ ਦਾ ਪੁੰਜ ਹਿੱਸਾ ਸਿਰਫ 0.8% ~ 2.0% ਹੈ, ਅਤੇ ਕੱਚੇ ਮਾਲ ਦੀ ਵਿਆਪਕ ਕੀਮਤ ਘੱਟ ਹੈ।
ਕਿਉਂਕਿ ਸਵੈ-ਸਖਤ ਢੰਗ ਦੇ ਉੱਪਰ ਦੱਸੇ ਗਏ ਬਹੁਤ ਸਾਰੇ ਵਿਲੱਖਣ ਫਾਇਦੇ ਹਨ, ਸਵੈ-ਸਖਤ ਢੰਗ ਦੀ ਵਰਤੋਂ ਨਾ ਸਿਰਫ਼ ਕੋਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਗੋਂ ਕਾਸਟਿੰਗ ਮੋਲਡਿੰਗ ਲਈ ਵੀ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਸਿੰਗਲ ਟੁਕੜੇ ਅਤੇ ਛੋਟੇ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਅਤੇ ਕਾਸਟ ਆਇਰਨ, ਕਾਸਟ ਸਟੀਲ ਅਤੇ ਗੈਰ-ਫੈਰਸ ਅਲਾਏ ਕਾਸਟਿੰਗ ਪੈਦਾ ਕਰ ਸਕਦਾ ਹੈ। ਕੁਝ ਚੀਨੀ ਫਾਊਂਡਰੀਆਂ ਨੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਮਿੱਟੀ ਦੇ ਸੁੱਕੇ ਰੇਤ ਦੇ ਮੋਲਡਾਂ, ਸੀਮਿੰਟ ਰੇਤ ਦੇ ਮੋਲਡਾਂ, ਅਤੇ ਅੰਸ਼ਕ ਤੌਰ 'ਤੇ ਪਾਣੀ ਦੇ ਗਲਾਸ ਰੇਤ ਦੇ ਮੋਲਡਾਂ ਨੂੰ ਬਦਲ ਦਿੱਤਾ ਹੈ।




ਕਸਟਮ ਕਾਸਟ ਆਇਰਨ ਕਾਸਟਿੰਗ ਉਤਪਾਦ







{kind=link}