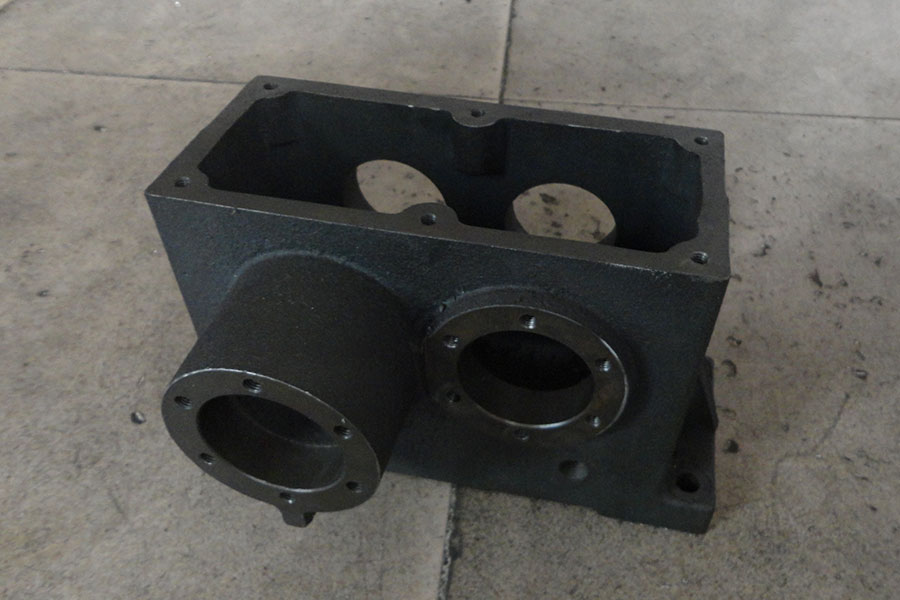
ਦੁਆਰਾ ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ ਉਤਪਾਦਰੇਤ ਉੱਲੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਅਤੇ CNC ਮਸ਼ੀਨਿੰਗ.
ਗ੍ਰੇ ਕਾਸਟ ਆਇਰਨ ਦਾ ਨਾਮ ਫ੍ਰੈਕਚਰ ਦੇ ਸਲੇਟੀ ਰੰਗ ਦੇ ਬਾਅਦ ਰੱਖਿਆ ਗਿਆ ਹੈ। ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ ਦੀ ਵਰਤੋਂ ਹਾਊਸਿੰਗਾਂ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਿੱਥੇ ਕੰਪੋਨੈਂਟ ਦੀ ਕਠੋਰਤਾ ਇਸਦੀ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਨਾਲੋਂ ਜ਼ਿਆਦਾ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਅੰਦਰੂਨੀ ਕੰਬਸ਼ਨ ਇੰਜਣ ਸਿਲੰਡਰ ਬਲਾਕ, ਪੰਪ ਹਾਊਸਿੰਗ, ਵਾਲਵ ਬਾਡੀਜ਼, ਇਲੈਕਟ੍ਰੀਕਲ ਬਾਕਸ, ਕਾਊਂਟਰ ਵੇਟ ਅਤੇ ਸਜਾਵਟੀ ਕਾਸਟਿੰਗ। ਗ੍ਰੇ ਕਾਸਟ ਆਇਰਨ ਦੀ ਉੱਚ ਥਰਮਲ ਚਾਲਕਤਾ ਅਤੇ ਖਾਸ ਸਿਰ ਸਮਰੱਥਾ ਦਾ ਅਕਸਰ ਕਾਸਟ ਆਇਰਨ ਕੁੱਕਵੇਅਰ ਅਤੇ ਡਿਸਕ ਬ੍ਰੇਕ ਰੋਟਰ ਬਣਾਉਣ ਲਈ ਸ਼ੋਸ਼ਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਗ੍ਰਾਫਿਕ ਮਾਈਕਰੋਸਟ੍ਰਕਚਰ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਆਮ ਰਸਾਇਣਕ ਰਚਨਾ 2.5 ਤੋਂ 4.0% ਕਾਰਬਨ ਅਤੇ ਭਾਰ ਦੁਆਰਾ 1 ਤੋਂ 3% ਸਿਲੀਕਾਨ ਹੁੰਦੀ ਹੈ। ਗ੍ਰੇਫਾਈਟ ਸਲੇਟੀ ਲੋਹੇ ਦੀ ਮਾਤਰਾ ਦਾ 6 ਤੋਂ 10% ਹਿੱਸਾ ਲੈ ਸਕਦਾ ਹੈ। ਸਫੈਦ ਕੱਚੇ ਲੋਹੇ ਦੇ ਉਲਟ ਸਲੇਟੀ ਲੋਹਾ ਬਣਾਉਣ ਲਈ ਸਿਲੀਕਾਨ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਕਿਉਂਕਿ ਸਿਲੀਕਾਨ ਕੱਚੇ ਲੋਹੇ ਵਿੱਚ ਇੱਕ ਗ੍ਰੇਫਾਈਟ ਸਥਿਰ ਕਰਨ ਵਾਲਾ ਤੱਤ ਹੈ, ਜਿਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਇਹ ਮਿਸ਼ਰਤ ਲੋਹੇ ਦੇ ਕਾਰਬਾਈਡਾਂ ਦੀ ਬਜਾਏ ਗ੍ਰੇਫਾਈਟ ਪੈਦਾ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ; 3% ਸਿਲੀਕਾਨ 'ਤੇ ਲੋਹੇ ਦੇ ਨਾਲ ਰਸਾਇਣਕ ਸੁਮੇਲ ਵਿੱਚ ਲਗਭਗ ਕੋਈ ਕਾਰਬਨ ਨਹੀਂ ਰੱਖਿਆ ਜਾਂਦਾ।
ਗ੍ਰੈਫਾਈਟ ਤਿੰਨ-ਅਯਾਮੀ ਫਲੇਕ ਦੀ ਸ਼ਕਲ ਲੈ ਲੈਂਦਾ ਹੈ। ਦੋ ਅਯਾਮਾਂ ਵਿੱਚ, ਜਿਵੇਂ ਕਿ ਇੱਕ ਪਾਲਿਸ਼ਡ ਸਤਹ ਇੱਕ ਮਾਈਕਰੋਸਕੋਪ ਦੇ ਹੇਠਾਂ ਦਿਖਾਈ ਦੇਵੇਗੀ, ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਬਰੀਕ ਰੇਖਾਵਾਂ ਦੇ ਰੂਪ ਵਿੱਚ ਦਿਖਾਈ ਦਿੰਦੇ ਹਨ। ਫਲੇਕਸ ਦੇ ਟਿਪਸ ਪਹਿਲਾਂ ਤੋਂ ਮੌਜੂਦ ਨਿਸ਼ਾਨਾਂ ਵਜੋਂ ਕੰਮ ਕਰਦੇ ਹਨ; ਇਸ ਲਈ, ਇਹ ਭੁਰਭੁਰਾ ਹੈ. ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਦੀ ਮੌਜੂਦਗੀ ਸਲੇਟੀ ਆਇਰਨ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਮਸ਼ੀਨ ਕਰਨ ਯੋਗ ਬਣਾਉਂਦੀ ਹੈ ਕਿਉਂਕਿ ਉਹ ਗ੍ਰੇਫਾਈਟ ਫਲੇਕਸ ਦੇ ਪਾਰ ਆਸਾਨੀ ਨਾਲ ਚੀਰ ਜਾਂਦੇ ਹਨ। ਸਲੇਟੀ ਲੋਹੇ ਦੀ ਵੀ ਬਹੁਤ ਚੰਗੀ ਡੈਂਪਿੰਗ ਸਮਰੱਥਾ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਲਈ ਇਹ ਜ਼ਿਆਦਾਤਰ ਮਸ਼ੀਨ ਟੂਲ ਮਾਉਂਟਿੰਗ ਲਈ ਅਧਾਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਗ੍ਰੇ ਕਾਸਟ ਆਇਰਨ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ | |||||||
| DIN EN 1561 ਦੇ ਅਨੁਸਾਰ ਆਈਟਮ | ਮਾਪ | ਯੂਨਿਟ | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| ਲਚੀਲਾਪਨ | Rm | ਐਮ.ਪੀ.ਏ | 150-250 ਹੈ | 200-300 ਹੈ | 250-350 ਹੈ | 300-400 ਹੈ | 350-450 ਹੈ |
| 0.1% ਉਪਜ ਦੀ ਤਾਕਤ | Rp0,1 | ਐਮ.ਪੀ.ਏ | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| ਲੰਬਾਈ ਦੀ ਤਾਕਤ | A | % | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 |
| ਸੰਕੁਚਿਤ ਤਾਕਤ | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% ਸੰਕੁਚਿਤ ਤਾਕਤ | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| ਲਚਕਦਾਰ ਤਾਕਤ | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| ਸਕਿਊਫਸਪੈਨਿੰਗ | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| ਸ਼ੀਅਰ ਤਣਾਅ | ਟੀ.ਟੀ.ਬੀ | MPa | 170 | 230 | 290 | 345 | 400 |
| ਲਚਕੀਲੇਪਣ ਦੇ ਮੋਡੀਊਲ | E | ਜੀਪੀਏ | 78 - 103 | 88 - 113 | 103 - 118 | 108 - 137 | 123 - 143 |
| ਜ਼ਹਿਰ ਨੰਬਰ | v | - | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| ਬ੍ਰਿਨਲ ਕਠੋਰਤਾ | HB | 160 - 190 | 180 - 220 | 190 - 230 | 200 - 240 | 210 - 250 | |
| ਨਿਪੁੰਨਤਾ | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| ਤਣਾਅ ਅਤੇ ਦਬਾਅ ਵਿੱਚ ਤਬਦੀਲੀ | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| ਤੋੜਨ ਦੀ ਤਾਕਤ | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| ਘਣਤਾ | g/cm3 | 7,10 | 7,15 | 7,20 ਹੈ | 7,25 ਹੈ | 7,30 | |
ਰੇਤ ਕਾਸਟਿੰਗ ਮੋਲਡਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਹਰੀ ਰੇਤ (ਨਮੀ ਰੇਤ) ਜਾਂ ਸੁੱਕੀ ਰੇਤ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਹਰੀ ਰੇਤ ਦੀ ਕਾਸਟਿੰਗ ਇਤਿਹਾਸ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਪੁਰਾਣੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ। ਉੱਲੀ ਬਣਾਉਂਦੇ ਸਮੇਂ, ਖੋਖਲੇ ਖੋਖਲੇ ਬਣਾਉਣ ਲਈ ਲੱਕੜ ਜਾਂ ਧਾਤ ਦੇ ਬਣੇ ਪੈਟਰਨ ਤਿਆਰ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ। ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਨੂੰ ਫਿਰ ਕੂਲਿੰਗ ਅਤੇ ਠੋਸ ਹੋਣ ਤੋਂ ਬਾਅਦ ਕਾਸਟਿੰਗ ਬਣਾਉਣ ਲਈ ਕੈਵਿਟੀ ਵਿੱਚ ਡੋਲ੍ਹ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਰੇਤ ਕਾਸਟਿੰਗ ਮੋਲਡ ਡਿਵੈਲਪਮੈਂਟ ਅਤੇ ਯੂਨਿਟ ਕਾਸਟਿੰਗ ਹਿੱਸੇ ਦੋਵਾਂ ਲਈ ਹੋਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨਾਲੋਂ ਘੱਟ ਮਹਿੰਗਾ ਹੈ। ਰੇਤ ਦੀ ਕਾਸਟਿੰਗ, ਹਮੇਸ਼ਾ ਹਰੇ ਰੇਤ ਦੀ ਕਾਸਟਿੰਗ ਦਾ ਮਤਲਬ ਹੈ (ਜੇ ਕੋਈ ਖਾਸ ਵਰਣਨ ਨਹੀਂ)। ਹਾਲਾਂਕਿ, ਅੱਜਕੱਲ੍ਹ, ਹੋਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵੀ ਉੱਲੀ ਬਣਾਉਣ ਲਈ ਰੇਤ ਦੀ ਵਰਤੋਂ ਕਰ ਰਹੀਆਂ ਹਨ। ਉਹਨਾਂ ਦੇ ਆਪਣੇ ਨਾਂ ਹਨ, ਜਿਵੇਂ ਕਿਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ, ਫੁਰਨ ਰਾਲ ਕੋਟੇਡ ਰੇਤ ਕਾਸਟਿੰਗ (ਕੋਈ ਬੇਕ ਕਿਸਮ ਨਹੀਂ),ਗੁੰਮ ਹੋਈ ਫੋਮ ਕਾਸਟਿੰਗਅਤੇ ਵੈਕਿਊਮ ਕਾਸਟਿੰਗ।
RMC ਫਾਊਂਡਰੀ ਵਿਖੇ ਰੇਤ ਕਾਸਟਿੰਗ ਸਮਰੱਥਾਵਾਂ | ||
| ਵਰਣਨ | ਮੈਨੂਅਲ ਦੁਆਰਾ ਮੋਲਡਿੰਗ | ਆਟੋਮੈਟਿਕ ਮਸ਼ੀਨ ਦੁਆਰਾ ਮੋਲਡਿੰਗ |
| ਕਾਸਟਿੰਗ ਦਾ ਅਧਿਕਤਮ ਆਕਾਰ | 1,500 ਮਿਲੀਮੀਟਰ × 1000 ਮਿਲੀਮੀਟਰ × 500 ਮਿਲੀਮੀਟਰ | 1,000 mm × 800 mm × 500 mm |
| ਕਾਸਟਿੰਗ ਵੇਟ ਰੇਂਜ | 0.5 ਕਿਲੋ - 1,000 ਕਿਲੋਗ੍ਰਾਮ | 0.5 ਕਿਲੋ - 500 ਕਿਲੋਗ੍ਰਾਮ |
| ਸਾਲਾਨਾ ਸਮਰੱਥਾ | 5,000 ਟਨ - 6,000 ਟਨ | 8,000 ਟਨ - 10,000 ਟਨ |
| ਕਾਸਟਿੰਗ ਸਹਿਣਸ਼ੀਲਤਾ | ਬੇਨਤੀ ਜਾਂ ਮਿਆਰ 'ਤੇ (ISO8062-2013 ਜਾਂ GB/T 6414-1999) | |
| ਮੋਲਡਿੰਗ ਸਮੱਗਰੀ | ਹਰੀ ਰੇਤ, ਰਾਲ ਕੋਟੇਡ ਰੇਤ | |
| ਕਾਸਟਿੰਗ ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | ਸਲੇਟੀ ਆਇਰਨ, ਡਕਟਾਈਲ ਆਇਰਨ, ਕਾਸਟ ਸਟੀਲ, ਸਟੇਨਲੈਸ ਸਟੀਲ, ਅਲ ਅਲਾਏ, ਪਿੱਤਲ, ਕਾਂਸੀ... ਆਦਿ। | |
ਰੇਤ ਕਾਸਟਿੰਗ ਦੇ ਫਾਇਦੇ:
- ✔ ਇਸਦੀ ਸਸਤੀ ਅਤੇ ਰੀਸਾਈਕਲ ਕਰਨ ਯੋਗ ਉੱਲੀ ਸਮੱਗਰੀ ਅਤੇ ਸਧਾਰਨ ਉਤਪਾਦਨ ਉਪਕਰਣ ਦੇ ਕਾਰਨ ਘੱਟ ਲਾਗਤ।
- ✔ 0.10 ਕਿਲੋਗ੍ਰਾਮ ਤੋਂ 500 ਕਿਲੋਗ੍ਰਾਮ ਜਾਂ ਇਸ ਤੋਂ ਵੀ ਵੱਡੇ ਯੂਨਿਟ ਭਾਰ ਦੀ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ।
- ✔ ਸਧਾਰਨ ਕਿਸਮ ਤੋਂ ਗੁੰਝਲਦਾਰ ਕਿਸਮ ਤੱਕ ਵੱਖ-ਵੱਖ ਢਾਂਚਾ।
- ✔ ਵੱਖ-ਵੱਖ ਮਾਤਰਾ ਦੀਆਂ ਉਤਪਾਦਨ ਲੋੜਾਂ ਲਈ ਉਚਿਤ।
ਸਹਿਣਸ਼ੀਲਤਾ ਜੋ ਰੇਤ ਕਾਸਟਿੰਗ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਦੀ ਹੈ:
ਕਾਸਟਿੰਗ ਸਹਿਣਸ਼ੀਲਤਾ ਨੂੰ ਅਯਾਮੀ ਕਾਸਟਿੰਗ ਸਹਿਣਸ਼ੀਲਤਾ (DCT) ਅਤੇ ਜਿਓਮੈਟ੍ਰਿਕਲ ਕਾਸਟਿੰਗ ਸਹਿਣਸ਼ੀਲਤਾ (GCT) ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ। ਸਾਡੀ ਫਾਊਂਡਰੀ ਤੁਹਾਡੇ ਨਾਲ ਗੱਲ ਕਰਨਾ ਚਾਹੇਗੀ ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਲੋੜੀਂਦੀ ਸਹਿਣਸ਼ੀਲਤਾ 'ਤੇ ਵਿਸ਼ੇਸ਼ ਬੇਨਤੀ ਹੈ। ਇੱਥੇ ਹੇਠਾਂ ਦਿੱਤੇ ਆਮ ਸਹਿਣਸ਼ੀਲਤਾ ਗ੍ਰੇਡ ਹਨ ਜੋ ਅਸੀਂ ਆਪਣੀ ਗ੍ਰੀਨ ਸੈਂਡ ਕਾਸਟਿੰਗ, ਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ ਅਤੇ ਨੋ-ਬੇਕ ਫੁਰਨ ਰੈਜ਼ਿਨ ਸੈਂਡ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹਾਂ:
- ✔ ਗ੍ਰੀਨ ਸੈਂਡ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਡੀਸੀਟੀ ਗ੍ਰੇਡ: CTG10 ~ CTG13
- ✔ ਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ ਜਾਂ ਫੁਰਨ ਰੈਜ਼ਿਨ ਰੇਤ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਡੀਸੀਟੀ ਗ੍ਰੇਡ: CTG8 ~ CTG12
- ✔ ਗ੍ਰੀਨ ਸੈਂਡ ਕਾਸਟਿੰਗ ਦੁਆਰਾ GCT ਗ੍ਰੇਡ: CTG6 ~ CTG8
- ✔ ਸ਼ੈੱਲ ਮੋਲਡ ਕਾਸਟਿੰਗ ਜਾਂ ਫੁਰਨ ਰੈਜ਼ਿਨ ਰੇਤ ਕਾਸਟਿੰਗ ਦੁਆਰਾ GCT ਗ੍ਰੇਡ: CTG4 ~ CTG7
ਰੇਤ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ ਗ੍ਰੇਡ | |
| ਧਾਤੂ ਅਤੇ ਮਿਸ਼ਰਤ | ਪ੍ਰਸਿੱਧ ਗ੍ਰੇਡ |
| ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ | GG10~GG40; GJL-100 ~ GJL-350; |
| ਡਕਟਾਈਲ (ਨੋਡਿਊਲਰ) ਕਾਸਟ ਆਇਰਨ | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| ਆਸਟਮਪਰਡ ਡਕਟਾਈਲ ਆਇਰਨ (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| ਕਾਰਬਨ ਸਟੀਲ | C20, C25, C30, C45 |
| ਮਿਸ਼ਰਤ ਸਟੀਲ | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| ਸਟੇਨਲੇਸ ਸਟੀਲ | ਫੇਰੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਮਾਰਟੈਂਸੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਪ੍ਰੀਪੀਟੇਸ਼ਨ ਹਾਰਡਨਿੰਗ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ |
| ਅਲਮੀਨੀਅਮ ਮਿਸ਼ਰਤ | ASTM A356, ASTM A413, ASTM A360 |
| ਪਿੱਤਲ / ਪਿੱਤਲ-ਅਧਾਰਿਤ ਮਿਸ਼ਰਤ | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| ਮਿਆਰੀ: ASTM, SAE, AISI, GOST, DIN, EN, ISO, ਅਤੇ GB | |