2205 ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ ਇੱਕ ਡੁਪਲੈਕਸ ਸਟੀਲ ਹੈ ਜੋ 21% ਕ੍ਰੋਮੀਅਮ, 2.5% ਮੋਲੀਬਡੇਨਮ ਅਤੇ 4.5% ਨਿੱਕਲ-ਨਾਈਟ੍ਰੋਜਨ ਮਿਸ਼ਰਤ ਨਾਲ ਬਣੀ ਹੈ। ਫੈਰਾਈਟ ਅਤੇ ਆਸਟੇਨਾਈਟ ਬਣਤਰ ਲਗਭਗ 50% ਲਈ ਹਰੇਕ ਖਾਤੇ ਵਿੱਚ ਹਨ। ਇਸ ਵਿੱਚ ਉੱਚ ਤਾਕਤ, ਵਧੀਆ ਪ੍ਰਭਾਵ ਕਠੋਰਤਾ ਅਤੇ ਚੰਗੀ ਸਮੁੱਚੀ ਅਤੇ ਸਥਾਨਕ ਤਣਾਅ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਹੈ. 2205 ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀ ਉਪਜ ਤਾਕਤ ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਨਾਲੋਂ ਦੁੱਗਣੀ ਹੈ। ਇਹ ਵਿਸ਼ੇਸ਼ਤਾ ਡਿਜ਼ਾਈਨਰਾਂ ਨੂੰ ਉਤਪਾਦਾਂ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਨ ਵੇਲੇ ਭਾਰ ਘਟਾਉਣ ਦੇ ਯੋਗ ਬਣਾਉਂਦੀ ਹੈ, ਇਸ ਮਿਸ਼ਰਤ ਨੂੰ 316 ਅਤੇ 317L ਨਾਲੋਂ ਵਧੇਰੇ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਬਣਾਉਂਦੀ ਹੈ। ਇਹ ਮਿਸ਼ਰਤ -50°F/+600°F ਦੀ ਤਾਪਮਾਨ ਸੀਮਾ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਢੁਕਵਾਂ ਹੈ। ਇਸ ਤਾਪਮਾਨ ਸੀਮਾ ਤੋਂ ਪਰੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ, ਇਸ ਮਿਸ਼ਰਤ ਨੂੰ ਵੀ ਮੰਨਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਕੁਝ ਸੀਮਾਵਾਂ ਹਨ, ਖਾਸ ਕਰਕੇ ਜਦੋਂ ਵੇਲਡਡ ਬਣਤਰਾਂ 'ਤੇ ਲਾਗੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।

316L ਅਤੇ 317L ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, 2205 ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਿੱਚ ਖੋਰ ਅਤੇ ਕ੍ਰੇਵਿਸ ਖੋਰ ਦੇ ਵਿਰੋਧ ਵਿੱਚ ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ ਹੈ। ਇਸ ਵਿੱਚ ਉੱਚ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਹੈ. ਔਸਟੇਨੀਟਿਕ ਦੇ ਮੁਕਾਬਲੇ, ਇਸਦਾ ਥਰਮਲ ਵਿਸਥਾਰ ਦਾ ਗੁਣਾਂਕ ਘੱਟ ਹੈ ਅਤੇ ਥਰਮਲ ਚਾਲਕਤਾ ਵੱਧ ਹੈ। ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਮੁਕਾਬਲੇ, ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ 2205 ਅਲਾਏ ਵਿੱਚ ਇਸਦੀ ਸੰਕੁਚਿਤ ਤਾਕਤ ਦੁੱਗਣੀ ਹੈ। 316L ਅਤੇ 317L ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਡਿਜ਼ਾਈਨਰ ਇਸਦਾ ਭਾਰ ਘਟਾ ਸਕਦਾ ਹੈ। ਅਲਾਏ 2205 ਖਾਸ ਤੌਰ 'ਤੇ -50°F/+600°F ਦੀ ਤਾਪਮਾਨ ਸੀਮਾ ਲਈ ਢੁਕਵਾਂ ਹੈ। ਸਖ਼ਤ ਪਾਬੰਦੀਆਂ (ਖ਼ਾਸਕਰ ਵੇਲਡਡ ਬਣਤਰਾਂ ਲਈ) ਦੇ ਤਹਿਤ, ਇਸਦੀ ਵਰਤੋਂ ਘੱਟ ਤਾਪਮਾਨਾਂ 'ਤੇ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।

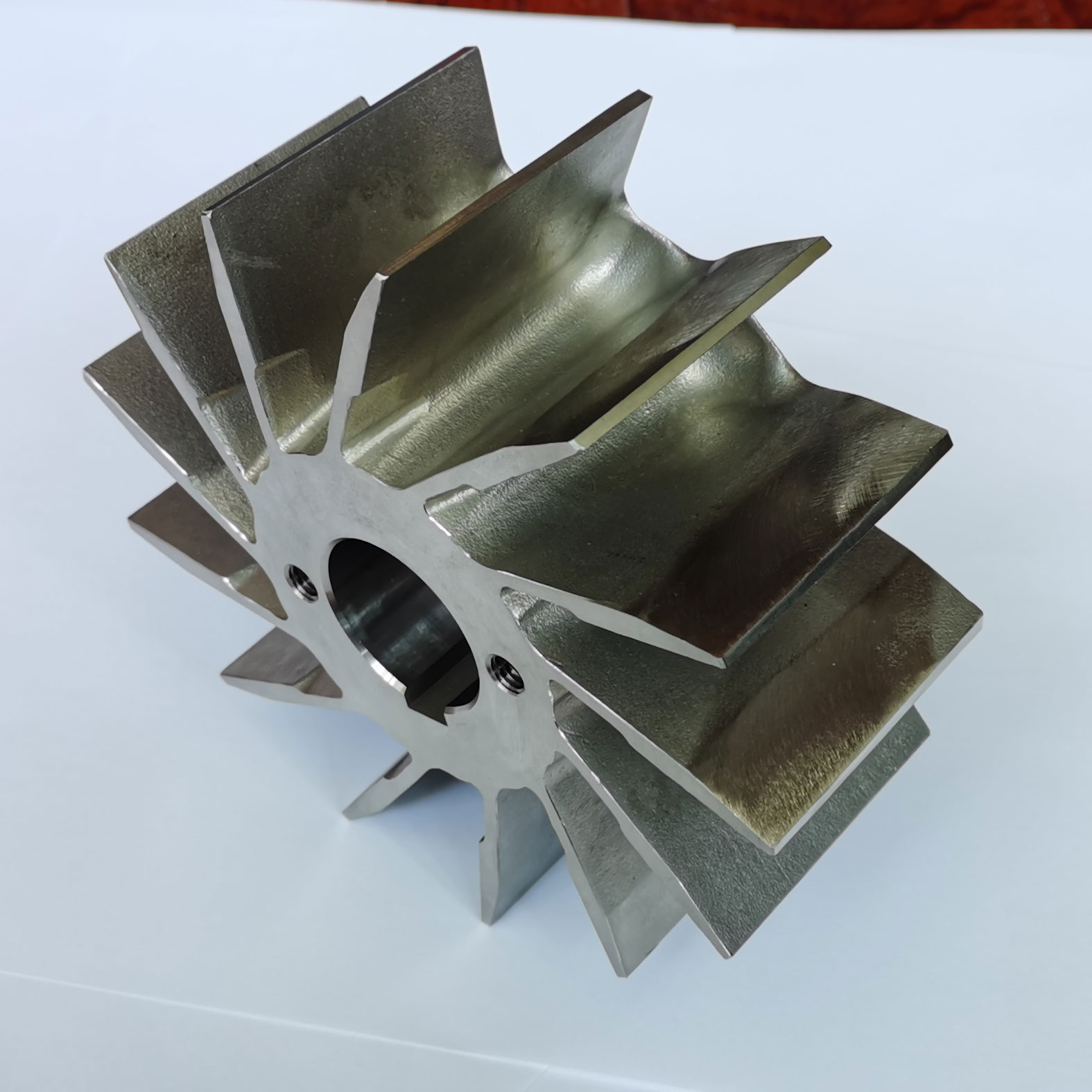
ਡੁਪਲੈਕਸ ਸਟੀਲ ਕਾਸਟਿੰਗਮਤਲਬ ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀਆਂ ਬਣੀਆਂ ਕਾਸਟਿੰਗਾਂ। ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ (DSS) ਫੈਰਾਈਟ ਅਤੇ ਔਸਟੇਨਾਈਟ ਦੇ ਨਾਲ ਸਟੇਨਲੈਸ ਸਟੀਲ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ ਜਿਸਦਾ ਲਗਭਗ 50% ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਘੱਟ ਪੜਾਵਾਂ ਦੀ ਸਮੱਗਰੀ ਘੱਟੋ-ਘੱਟ 30% ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਘੱਟ C ਸਮੱਗਰੀ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, Cr ਸਮੱਗਰੀ 18% ਤੋਂ 28% ਹੈ, ਅਤੇ Ni ਸਮੱਗਰੀ 3% ਤੋਂ 10% ਹੈ। ਕੁਝ ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲਾਂ ਵਿੱਚ ਮਿਸ਼ਰਤ ਤੱਤ ਵੀ ਹੁੰਦੇ ਹਨ ਜਿਵੇਂ ਕਿ Mo, Cu, Nb, Ti, ਅਤੇ N।
DSS ਵਿੱਚ austenitic ਅਤੇ ferritic ਸਟੈਨਲੇਲ ਸਟੀਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ। ਫੇਰਾਈਟ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਇਸ ਵਿੱਚ ਉੱਚ ਪਲਾਸਟਿਕਤਾ ਅਤੇ ਨਰਮਤਾ ਹੈ, ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ ਵਿੱਚ ਕੋਈ ਭੁਰਭੁਰਾਪਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਅੰਤਰ-ਗ੍ਰੈਨੂਲਰ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਵੈਲਡਿੰਗ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਸੁਧਾਰ ਹੋਇਆ ਹੈ, ਜਦੋਂ ਕਿ ਅਜੇ ਵੀ ਭੁਰਭੁਰਾਪਨ, ਉੱਚ ਥਰਮਲ ਚਾਲਕਤਾ, ਅਤੇ ਫੈਰਾਈਟ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਰੂਪ ਵਿੱਚ ਸੁਪਰਪਲਾਸਟਿਕਤਾ ਨੂੰ ਬਣਾਈ ਰੱਖਿਆ ਗਿਆ ਹੈ। Austenitic ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਨਾਲ ਤੁਲਨਾ, DSS ਉੱਚ ਤਾਕਤ ਹੈ ਅਤੇ intergranular ਖੋਰ ਅਤੇ ਕਲੋਰਾਈਡ ਤਣਾਅ ਖੋਰ ਨੂੰ ਕਾਫ਼ੀ ਸੁਧਾਰ ਕੀਤਾ ਵਿਰੋਧ. ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਿੱਚ ਸ਼ਾਨਦਾਰ ਪਿਟਿੰਗ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਹੈ ਅਤੇ ਇਹ ਇੱਕ ਨਿੱਕਲ-ਬਚਤ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵੀ ਹੈ।
ਕਾਸਟਿੰਗ ਉਤਪਾਦਨ ਵਿੱਚ, ਜ਼ਿਆਦਾਤਰ ਸਟੀਲ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ. ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਤਿਆਰ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਾਸਟਿੰਗ ਦੀ ਸਤਹ ਨਿਰਵਿਘਨ ਹੈ ਅਤੇ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨਾ ਆਸਾਨ ਹੈ। ਬੇਸ਼ੱਕ, ਦੀ ਲਾਗਤਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਸਟੀਲ ਦੇ ਹਿੱਸੇਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਸਮੱਗਰੀਆਂ ਦੇ ਮੁਕਾਬਲੇ ਮੁਕਾਬਲਤਨ ਉੱਚ ਹੈ.
▶ ਦੀ ਸਮਰੱਥਾਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਫਾਊਂਡਰੀ
• ਅਧਿਕਤਮ ਆਕਾਰ: 1,000 mm × 800 mm × 500 mm
• ਭਾਰ ਸੀਮਾ: 0.5 ਕਿਲੋ - 100 ਕਿਲੋਗ੍ਰਾਮ
• ਸਲਾਨਾ ਸਮਰੱਥਾ: 2,000 ਟਨ
• ਸ਼ੈੱਲ ਬਿਲਡਿੰਗ ਲਈ ਬਾਂਡ ਸਮੱਗਰੀ: ਸਿਲਿਕਾ ਸੋਲ, ਵਾਟਰ ਗਲਾਸ ਅਤੇ ਉਹਨਾਂ ਦੇ ਮਿਸ਼ਰਣ।
• ਸਹਿਣਸ਼ੀਲਤਾ: ਬੇਨਤੀ 'ਤੇ।
▶ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੀ ਮੁੱਖ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ
• ਮੋਮ ਦਾ ਪੈਟਰਨ ਜਾਂ ਪ੍ਰਤੀਕ੍ਰਿਤੀ ਬਣਾਓ
• ਮੋਮ ਦੇ ਪੈਟਰਨ ਨੂੰ ਸਪਰੂ ਕਰੋ
• ਮੋਮ ਪੈਟਰਨ ਨਿਵੇਸ਼ ਕਰੋ
• ਮੋਮ ਦੇ ਪੈਟਰਨ ਨੂੰ ਇੱਕ ਉੱਲੀ ਬਣਾਉਣ ਲਈ ਇਸਨੂੰ (ਭੱਠੀ ਦੇ ਅੰਦਰ ਜਾਂ ਗਰਮ ਪਾਣੀ ਵਿੱਚ) ਸਾੜ ਕੇ ਖਤਮ ਕਰੋ।
• ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਨੂੰ ਮੋਲਡ ਵਿੱਚ ਡੋਲ੍ਹਣ ਲਈ ਮਜਬੂਰ ਕਰੋ
• ਕੂਲਿੰਗ ਅਤੇ ਠੋਸੀਕਰਨ
• ਕਾਸਟਿੰਗ ਤੋਂ ਸਪਰੂ ਹਟਾਓ
• ਮੁਕੰਮਲ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਨੂੰ ਪੂਰਾ ਕਰੋ ਅਤੇ ਪਾਲਿਸ਼ ਕਰੋ