
In ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ,ਇੱਕ ਸ਼ਕਲ ਜਾਂ ਪ੍ਰਤੀਕ੍ਰਿਤੀ ਬਣਾਈ ਜਾਂਦੀ ਹੈ (ਆਮ ਤੌਰ 'ਤੇ ਮੋਮ ਤੋਂ ਬਾਹਰ) ਅਤੇ ਇੱਕ ਧਾਤ ਦੇ ਸਿਲੰਡਰ ਦੇ ਅੰਦਰ ਰੱਖੀ ਜਾਂਦੀ ਹੈ ਜਿਸਨੂੰ ਫਲਾਸਕ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਗਿੱਲੇ ਪਲਾਸਟਰ ਨੂੰ ਮੋਮ ਦੇ ਆਕਾਰ ਦੇ ਦੁਆਲੇ ਸਿਲੰਡਰ ਵਿੱਚ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ। ਪਲਾਸਟਰ ਦੇ ਸਖ਼ਤ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਮੋਮ ਦੇ ਪੈਟਰਨ ਅਤੇ ਪਲਾਸਟਰ ਵਾਲੇ ਸਿਲੰਡਰ ਨੂੰ ਇੱਕ ਭੱਠੇ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਉਦੋਂ ਤੱਕ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਮੋਮ ਪੂਰੀ ਤਰ੍ਹਾਂ ਭਾਫ਼ ਨਹੀਂ ਬਣ ਜਾਂਦਾ। ਮੋਮ ਦੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੜ ਜਾਣ (ਡੀ-ਵੈਕਸਿੰਗ) ਤੋਂ ਬਾਅਦ, ਫਲਾਸਕ ਨੂੰ ਓਵਨ ਵਿੱਚੋਂ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਪਿਘਲੀ ਹੋਈ ਧਾਤ (ਆਮ ਤੌਰ 'ਤੇ ਮਿਸ਼ਰਤ ਸਟੀਲ, ਸਟੇਨਲੈਸ ਸਟੀਲ, ਪਿੱਤਲ... ਆਦਿ) ਨੂੰ ਮੋਮ ਦੁਆਰਾ ਛੱਡੀ ਗਈ ਖੋਲ ਵਿੱਚ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ। ਜਦੋਂ ਧਾਤ ਠੰਢੀ ਹੋ ਜਾਂਦੀ ਹੈ ਅਤੇ ਠੋਸ ਹੋ ਜਾਂਦੀ ਹੈ, ਪਲਾਸਟਰ ਨੂੰ ਕੱਟ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਧਾਤ ਦੀ ਕਾਸਟਿੰਗ ਪ੍ਰਗਟ ਹੁੰਦੀ ਹੈ।
ਧਾਤ ਵਿੱਚ ਗੁੰਝਲਦਾਰ ਜਿਓਮੈਟਰੀ ਨਾਲ ਸ਼ਿਲਪਕਾਰੀ ਵਸਤੂਆਂ ਜਾਂ ਇੰਜੀਨੀਅਰਿੰਗ ਆਕਾਰ ਬਣਾਉਣ ਲਈ ਕਾਸਟਿੰਗ ਬਹੁਤ ਉਪਯੋਗੀ ਹੈ।ਕਾਸਟਿੰਗ ਹਿੱਸੇ ਉਹਨਾਂ ਲਈ ਇੱਕ ਵਿਲੱਖਣ ਦਿੱਖ ਹੈ, ਮਸ਼ੀਨੀ ਪੁਰਜ਼ਿਆਂ ਤੋਂ ਬਿਲਕੁਲ ਵੱਖਰਾ। ਕੁਝ ਆਕਾਰ ਜੋ ਮਸ਼ੀਨ ਲਈ ਔਖੇ ਹੋਣਗੇ, ਆਸਾਨੀ ਨਾਲ ਕਾਸਟ ਹੋ ਜਾਂਦੇ ਹਨ। ਜ਼ਿਆਦਾਤਰ ਆਕਾਰਾਂ ਲਈ ਘੱਟ ਸਮੱਗਰੀ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਵੀ ਹੁੰਦੀ ਹੈ, ਕਿਉਂਕਿ ਮਸ਼ੀਨਿੰਗ ਦੇ ਉਲਟ, ਕਾਸਟਿੰਗ ਇੱਕ ਘਟਾਓ ਵਾਲੀ ਪ੍ਰਕਿਰਿਆ ਨਹੀਂ ਹੈ। ਹਾਲਾਂਕਿ, ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨਿੰਗ ਜਿੰਨੀ ਚੰਗੀ ਨਹੀਂ ਹੈ।
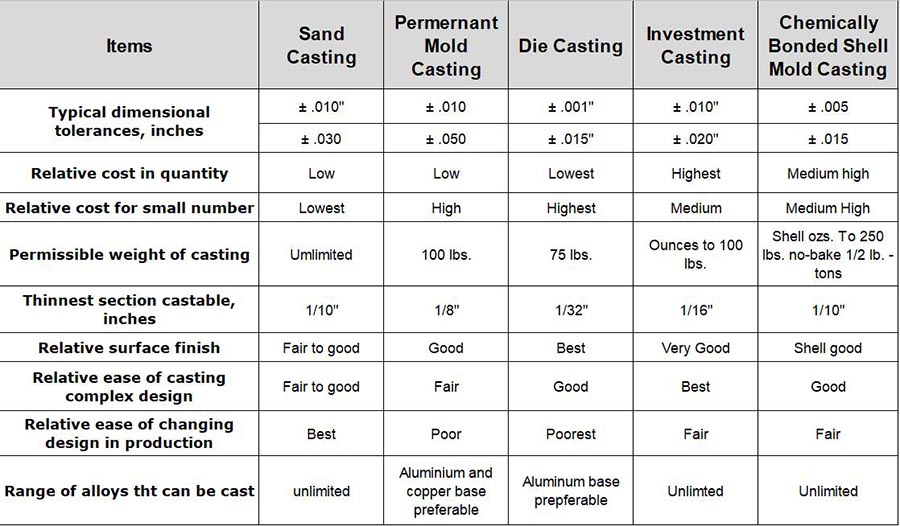
ਤੁਹਾਨੂੰ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਕਦੋਂ ਚੁਣਨਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਤੁਹਾਨੂੰ ਰੇਤ ਕਾਸਟਿੰਗ ਕਦੋਂ ਚੁਣਨਾ ਚਾਹੀਦਾ ਹੈ?
ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦਾ ਇੱਕ ਵੱਡਾ ਫਾਇਦਾ ਇਹ ਹੈ ਕਿ ਇਹ ਪੈਟਰਨ ਵਿੱਚ ਅੰਡਰਕਟਸ ਦੀ ਇਜਾਜ਼ਤ ਦੇ ਸਕਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਰੇਤ ਕਾਸਟਿੰਗ ਨਹੀਂ ਕਰਦੀ। ਵਿੱਚਰੇਤ ਕਾਸਟਿੰਗ, ਪੈਟਰਨ ਨੂੰ ਪੈਕ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ ਰੇਤ ਵਿੱਚੋਂ ਬਾਹਰ ਕੱਢਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਿੱਚ ਪੈਟਰਨ ਨੂੰ ਗਰਮੀ ਨਾਲ ਭਾਫ਼ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਖੋਖਲੇ ਕਾਸਟਿੰਗ ਅਤੇ ਪਤਲੇ ਭਾਗਾਂ ਨੂੰ ਵੀ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੇ ਨਾਲ ਵਧੇਰੇ ਆਸਾਨੀ ਨਾਲ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਇੱਕ ਬਿਹਤਰ ਸਤਹ ਫਿਨਿਸ਼ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਦੂਜੇ ਪਾਸੇ, ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਇੱਕ ਬਹੁਤ ਜ਼ਿਆਦਾ ਸਮੇਂ ਸਿਰ ਅਤੇ ਮਹਿੰਗੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਅਤੇ ਰੇਤ ਕਾਸਟਿੰਗ ਨਾਲੋਂ ਘੱਟ ਸਫਲਤਾ ਦਰ ਹੋ ਸਕਦੀ ਹੈ ਕਿਉਂਕਿ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਹੋਰ ਕਦਮ ਹਨ ਅਤੇ ਚੀਜ਼ਾਂ ਦੇ ਗਲਤ ਹੋਣ ਦੇ ਵਧੇਰੇ ਮੌਕੇ ਹਨ।
ਪੋਸਟ ਟਾਈਮ: ਦਸੰਬਰ-18-2020