ਸਟੀਲ ਵਿਚ ਘੱਟੋ ਘੱਟ 10.5% ਕ੍ਰੋਮਿਅਮ ਸਮਗਰੀ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਇਹ ਤਰਲ ਵਾਲੇ ਵਾਤਾਵਰਣ ਅਤੇ ਆਕਸੀਕਰਨ ਲਈ ਵਧੇਰੇ ਰੋਧਕ ਹੁੰਦਾ ਹੈ. ਸਟੀਲ ਕਾਸਟਿੰਗ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਖੋਰ ਪ੍ਰਤੀਰੋਧੀ ਅਤੇ ਪਹਿਨਣ ਵਾਲੇ ਰੋਧਕ ਹੁੰਦੇ ਹਨ, ਸ਼ਾਨਦਾਰ ਮਸ਼ੀਨਨੀਬਿਲਟੀ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ, ਅਤੇ ਇਸ ਦੀ ਸੁਹਜਪੂਰਣ ਦਿੱਖ ਲਈ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ. ਜਦੋਂ ਇਸ ਤਾਪਮਾਨ ਦੇ ਉੱਪਰ ਇਸਤੇਮਾਲ ਹੁੰਦਾ ਹੈ ਤਾਂ 1200 ° F (650 ° C) ਤੋਂ ਘੱਟ ਤਰਲ ਵਾਤਾਵਰਣ ਅਤੇ ਭਾਫ਼ਾਂ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਸਟੀਲ ਦੇ ਨਿਵੇਸ਼ ਲਈ ingsਾਲਣ “ਖੋਰ-ਰੋਧਕ” ਹੁੰਦੀਆਂ ਹਨ.
ਕਿਸੇ ਵੀ ਨਿਕਲ-ਬੇਸ ਜਾਂ ਸਟੇਨਲੈਸ ਸਟੀਲ ਇਨਵੈਸਟਮੈਂਟ ਕਾਸਟਿੰਗ ਦੇ ਬੇਸ ਐਲੋਏ ਐਲੀਮੈਂਟਸ ਕ੍ਰੋਮਿਅਮ, ਨਿਕਲ ਅਤੇ ਮੋਲੀਬਡੇਨਮ (ਜਾਂ “ਮੋਲੀ”) ਹੁੰਦੇ ਹਨ. ਇਹ ਤਿੰਨ ਹਿੱਸੇ ਕਾਸਟਿੰਗ ਦੇ ਅਨਾਜ structureਾਂਚੇ ਅਤੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨਗੇ ਅਤੇ ਗਰਮੀ, ਪਹਿਨਣ ਅਤੇ ਖੋਰ ਦਾ ਮੁਕਾਬਲਾ ਕਰਨ ਲਈ ਕਾਸਟਿੰਗ ਦੀ ਯੋਗਤਾ ਵਿੱਚ ਮਹੱਤਵਪੂਰਣ ਹੋਣਗੇ.
ਸਾਡੀ ਨਿਵੇਸ਼ ਫਾਉਂਡੇਰੀ ਕਸਟਮ ਸਟੈਨਲੈਸ ਸਟੀਲ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦਾ ਨਿਰਮਾਣ ਕਰ ਸਕਦੀ ਹੈ ਜੋ ਤੁਹਾਡੇ ਸਹੀ ਡਿਜ਼ਾਈਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨਾਲ ਮੇਲ ਖਾਂਦੀਆਂ ਹਨ. ਕਈਂ ਗ੍ਰਾਮ ਤੋਂ ਲੈ ਕੇ ਹਜ਼ਾਰਾਂ ਕਿਲੋਗ੍ਰਾਮ ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਦੇ ਹਿੱਸਿਆਂ ਲਈ, ਅਸੀਂ ਤੰਗ ਸਹਿਣਸ਼ੀਲਤਾ ਅਤੇ ਇਕਸਾਰ ਹਿੱਸੇ ਨੂੰ ਦੁਹਰਾਉਣ ਦੀ ਯੋਗਤਾ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਾਂ.
Invest ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਫਾਉਂਡੇਰੀ ਦੀਆਂ ਯੋਗਤਾਵਾਂ
• ਅਧਿਕਤਮ ਅਕਾਰ: 1000 ਮਿਲੀਮੀਟਰ × 800 ਮਿਲੀਮੀਟਰ × 500 ਮਿਲੀਮੀਟਰ
. ਭਾਰ ਦੀ ਸੀਮਾ: 0.5 ਕਿਲੋ - 100 ਕਿਲੋ
Ual ਸਲਾਨਾ ਸਮਰੱਥਾ: 2,000 ਟਨ
Ll ਸ਼ੈੱਲ ਬਿਲਡਿੰਗ ਲਈ ਬਾਂਡ ਸਮੱਗਰੀ: ਸਿਲਿਕਾ ਸੋਲ, ਵਾਟਰ ਗਲਾਸ ਅਤੇ ਉਨ੍ਹਾਂ ਦੇ ਮਿਸ਼ਰਣ.
Le ਸਹਿਣਸ਼ੀਲਤਾ: ਬੇਨਤੀ ਕਰਨ 'ਤੇ.
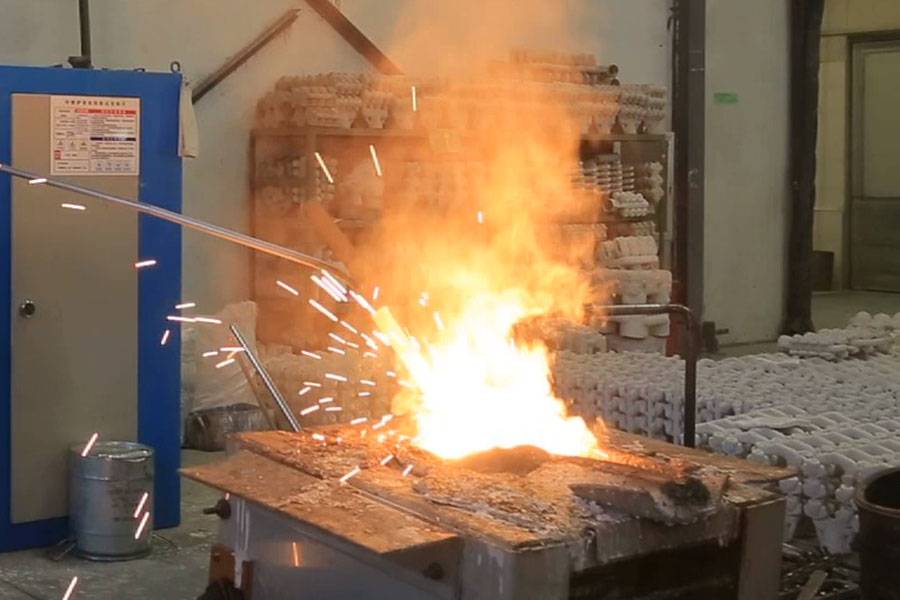
Ost ਖਤਮ ਹੋਈ ਵੈਕਸ ਕਾਸਟਿੰਗ ਦੀ ਮੁੱਖ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ
Tern ਪੈਟਰਨ ਅਤੇ ਟੂਲਿੰਗ ਡਿਜ਼ਾਈਨ → ਮੈਟਲ ਡਾਈ ਮੇਕਿੰਗ → ਵੈਕਸ ਇੰਜੈਕਸ਼ਨ → ਸਲੈਰੀ ਅਸੈਂਬਲੀ → ਸ਼ੈਲ ਬਿਲਡਿੰਗ → ਡੀ-ਵੈਕਸਿੰਗ → ਕੈਮੀਕਲ ਰਚਨਾ ਵਿਸ਼ਲੇਸ਼ਣ → ਪਿਘਲਣਾ ਅਤੇ ਡੋਲ੍ਹਣਾ → ਸਫਾਈ, ਪੀਹਣਾ ਅਤੇ ਸ਼ਾਟ ਬਲਾਸਟਿੰਗ → ਪੋਸਟ ਪ੍ਰਕਿਰਿਆ ਜਾਂ ਸਮਾਨ ਦੀ ਪੈਕਿੰਗ
Ost ਗੁੰਮੀਆਂ ਵੈਕਸ ਕਾਸਟਿੰਗਾਂ ਦਾ ਨਿਰੀਖਣ ਕਰਨਾ
• ਸਪੈਕਟ੍ਰੋਗ੍ਰਾਫਿਕ ਅਤੇ ਮੈਨੁਅਲ ਕੁਆਂਟੇਟਿਵ ਵਿਸ਼ਲੇਸ਼ਣ
• ਮੈਟਲੋਗ੍ਰਾਫਿਕ ਵਿਸ਼ਲੇਸ਼ਣ
• ਬ੍ਰਾਈਨਲ, ਰਾਕਵੈਲ ਅਤੇ ਵਿਕਰਜ਼ ਸਖਤੀ ਦਾ ਮੁਆਇਨਾ
• ਮਕੈਨੀਕਲ ਜਾਇਦਾਦ ਵਿਸ਼ਲੇਸ਼ਣ
• ਘੱਟ ਅਤੇ ਸਧਾਰਣ ਤਾਪਮਾਨ ਪ੍ਰਭਾਵ ਪਰਖ
Liness ਸਫਾਈ ਜਾਂਚ
• UT, MT ਅਤੇ RT ਜਾਂਚ